開発技研では出荷前に、商品の性能確認のため幾つかのテストを行います。そして通常、製品納品時に同封(か別送)しています。下記に、それらのテスト結果の例をご紹介します。簡易キャッパーの性能・特性のご理解の参考になれば幸いです。少しこみ入った内容なので、担当者向けの内容です。
・例1. 高精度簡易キャッパーEC-D2A-GTの性能確認データー: 塩ビ容器 (1.8L)用
・例2. 高精度簡易キャッパーEC-D3Aの性能確認データー: 藤森工業さんのZacros BIB用
・例3. 高精度簡易キャッパーEC-D3Aの性能確認データー: 小泉製麻さんのバロンボックスクリーンBIB用
・例4. 手動トルクレンチタイプの簡易キャッパーの性能確認データー: ポリ容器 (5L) 用
・例5. 手動トルクレンチタイプの簡易キャッパーの性能確認データー: ポリコンタイプ容器 (20L) 用
・例6. 簡易キャッパーを使った場合の各種容器の締付トルクのばらつき(電動トルクドライバー、エアレンチモデルの場合)(一部旧モデルのデーター)
・ご質問に対して1: 電動の簡易キャッパーの新旧モデルの性能の違いはどの位?
序0. 開発技研の機器の試験データーについて(担当者向け)
開発技研では、より高性能で使い易い機器の製作を目指し、日々研究開発を行っています。そして得られた新技術は速やかに製品に導入しています。
製品をよりご理解いただき、安心してご購入して頂くためにも、製品の試験データーを積極的に公開していますが、下記にそれらデーターに関して補足致します。ただ、この内容はかなり専門的で、担当の方々向けの内容ですので、初めてご覧になる方は、「例1」まで読み飛ばし下さい。
より実践的な条件での実用的なデーターです
そのような目的で公開しているため、掲載している試験データーは、実際に機器を使用している状況に近づけています。それは同時に、ユーザーの方々が、現場で測定・確認が可能な条件・方法とも言えます。例えば簡易キャッパーでは、しっかりした測定機器を使って且つ測定環境も整えると、確かに測定される観測値の測定誤差は小さくなって、データーの見栄えは良くなります。しかし見栄えは良くても、簡易キャッパーをご購入後、現場で測定した時のデーターと比較できないと形だけのデーターとなり、あまり意味がなくなってしまうのです。
その為、掲載している簡易キャッパーのデーターは、実際の作業に近いやり方(容器の持ち方など)と速度でフタ閉め作業を行い、現場で測定可能な測定器具で測定しています。その為、掲載されている手動のトルクレンチによる締付時のトルクのばらつき値は、文献の値よりは大きくなります。でもこれが現実なのです。手動のトルクレンチは、特に樹脂製の容器の場合、正確な値を得る事は難しいのです。その為、現場の環境と工具で測定された、そのばらつきが大きめに出た値を前提に比較・議論するのが現実的だと考えています。
簡易キャッパーの締付の指標: 締付トルクか直後開栓トルクか?
開発技研では、簡易キャッパーの締付の強さの表記として、締付トルクだけでなく直後開栓トルクも併用しています。これは、ポリ容器は厄介な性質を持ち、締付トルクはあてにならない時が多々ある為です。この厄介な性質の原因をしっかり説明しようとすると、ややこしい専門的な話になってしますので、ここではごく簡単にご説明します。
ポリ容器の厄介な性質は主に2つあります。
一つ目の厄介な性質は、フタの半径が大きい事です。詳しく言うと、フタと容器が接触している部分が回転中心から離れている事です。昔学校で、てこの原理を学んだと思いますが、それでこの理由は説明できます。
例えば、2人で公園でシーソーをしているとします。その時に、相手がシーソーの支点の近くに座っている時には、自分(力点になります)は軽くシーソーを上下に動かせます。しかし相手の座る位置(作用点)が、支点から離れていくにしたがって、シーソーを動かすのは重たくなってきます。そして相手のちょっとした動きだけでも、シーソーを上下に動かそうとする動きを邪魔されてしまいます。皆さん経験あると思います。
ポリ容器のフタ閉めの際は、手でレンチを持つ部分が力点で、容器口やねじ山の部分が作用点となります(フタの回転軸が支点となります)。ポリ容器は容器口からの液の出し入れが必要なので、どうしても容器口の大きさが大きくなります。それは、作用点と支点(フタの回転中心)の距離が長くなるという事を意味します。力点である手で持つ部分は力を強くすればよいので問題はありませんが、作用点が支点から離れていることは問題になります。容器口が大きくなり作用点が支点から離れると、容器口やネジ山の部分などのフタと容器が接する部分の摩擦が変化すると、フタを回そうとする力を邪魔する力がより強く影響してくるようになってしまいます。その点が、支点と作用点の距離が短いネジやボルトとは違うところで、ポリ容器が難しい理由の一つです。
また、その摩擦が一定ならば、問題にはなりませんが、実際はいろいろな原因で摩擦の大きさは毎回変わる場合が多いです。その原因一つは、フタと容器のねじ口などのかみ合わせの精度です。開発技研の試験データーで、締付トルクと直後開栓トルクの相関のグラフを掲載しているのは、その為です。もしフタと容器口のかみ合わせが悪く、ガタがある容器の場合は、この直線が広がったり、複数本になってきたりします。開発技研では、受注後容器の性質の確認の為に、最初の試験でこの測定を行います。ただこのかみ合わせは、広く使われているBIBやポリコン・タマカン容器等では考えて正確に作られているので、実質問題にならないことが多いです。
もう一つの摩擦に影響を及ぼす要因は、締付中に起きる容器口とフタの変形です。実はこれが一番の難題で、特に柔らかいフタで正確な締付が難しいのはその為です。締付トルクの大きさによっても難しさの程度は異なりますが、柔らかい材質のフタでは、フタ締めをしている時に、ゆがみが分かるぐらい歪みます。ゆがみ以外にも困ったことはあります。界面活性剤(洗剤)などを充填している場合は、その液がフタと容器の間に入り込んでしまうと、明らかに摩擦が変わってきます。また、再利用(使い回し)の容器の場合は、フタと容器の接している部分が繰り返しの締付/取り外しにより擦れて、接触面がでこぼこになってしまいます。接触面の形状が変われば何でもありになってしまうので、各容器を一定の締付強度にするのはより困難になってきます。
さて、これらのポリ容器の2つの厄介な性質が、どのように影響して締付トルクをあまり意味のないものにしてしまうのでしょうか? 下記の図をご覧ください。
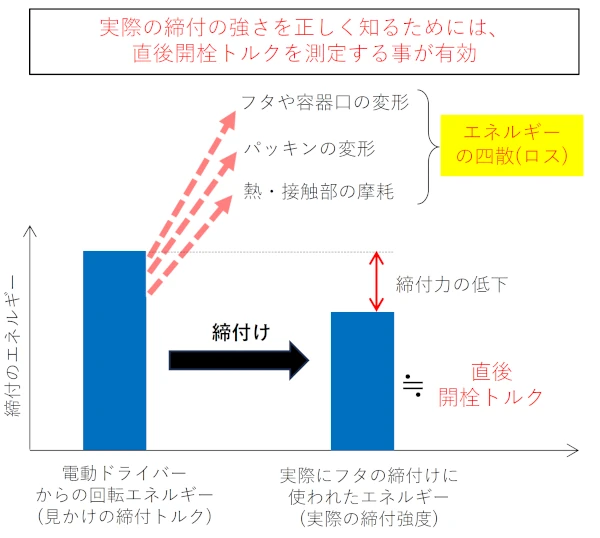
上の棒グラフの左側の水色の棒は、電動ドライバーからの回転力のエネルギーを示しています。電動トルクドライバーの取扱説明書に表記されている、N・mで表記されている締付トルクがこの部分に対応します。金属のネジ・ボルトを締め付ける場合は、この締付トルクが実際の締付力に概ね対応するので問題はないのですが、ポリ容器などの柔らかい容器では異なってきます。
ポリ容器の様に柔らかい容器の場合、締付時にフタ、容器口、フタの裏についている漏れ止めのパッキンなどが変形したり、接触部の摩耗などのために、電動ドライバーからの回転エネルギーが消費され、締付に使われるのエネルギーが減ってしまいます。そして、その減ってしまったエネルギーでフタが締め付けられるので、実際のフタの締付け力(図中の右側の水色の棒)は、電動ドライバーの取説に書いてある締付トルクから小さくなってしまうのです。一般的なBIB容器の場合、3N・m程度で締め付けた後に、直後開栓トルクを測定した時に、最大2.5N・m程度まで値が小さくなってしまう原因の一つはこれらの影響です。ここでは電動ドライバーの例を示しましたが、程度の差はあれ、手動のトルクレンチでも同様な問題は発生します。他のページでも述べましたが、手動のトルクレンチも、本来の性能をしっかり出すためには熟練が必要です。定期的な開栓トルクの測定を行い、実際にばらついていないかを実測する事をお勧めします。
このように、ポリ容器等の場合は特に、電動ドライバー(やトルクレンチ)の締付強度と、実際のフタの締付力が異なっている場合が多々あり、確認しておかないと締付不足や締付力のばらつきによる液漏れ等による被害が発生する原因となってしまいます。このようなトラブルを防ぐために、開発技研の簡易キャッパーでは、直後開栓トルクを使用して、より正確にフタの締付強度を見積もるようにしています。
例1. 高精度簡易キャッパーEC-D2A-GTの性能確認データー: 塩ビ容器 (1.8L)用
商品の性能確認のため、下記の2種のテストを行いました。
商品: 高精度簡易キャッパーEC-D2A-GT** (固定具は特殊樹脂製GTタイプで、ロット番号は省略)
1.1 締付トルクと直後開栓トルクの関係の測定
デジタルトルクレンチを使用し、手動で適当なトルクで締付けを行い、その直後に開栓トルクの測定を行いました。これを様々な締付トルク値で行い、締付トルクと開栓トルクの関係をグラフ化し、相関関数を求めました。この関数を用いることにより、同条件時のみですが、開栓トルクから締付トルクを算出できるようになります(あくまでもおよその値です)。
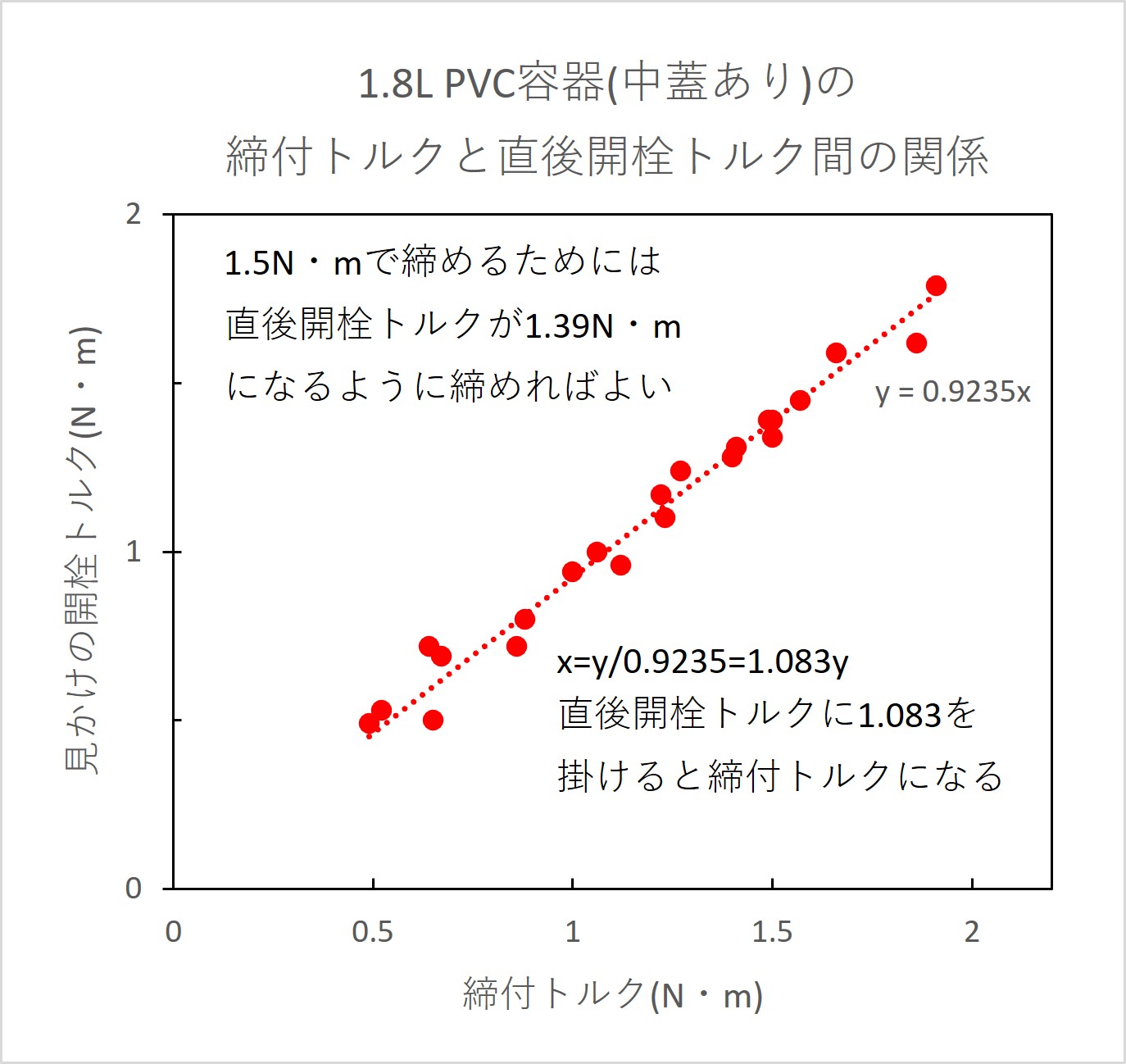
得られた上図のグラフから、
締付トルク = (開栓トルク)×1.083
と見かけの値が得られます。両トルク値の単位はいずれもN・mです。
各点は近似曲線に概ね乗っているので、素直でばらつきの少ない容器と言えます。
1.2 電動トルクドライバーの設定
電動トルクドライバーのトルク調節ダイヤルを変えて、開栓トルクの変化を測定しました。その結果、 1~2N・mの範囲で安定に開栓トルクを設定できることが分かりました。使用予定の締付トルクが1.5N・mの為この範囲しか表示していませんが、実際はもっと強い締付トルクも可能です。
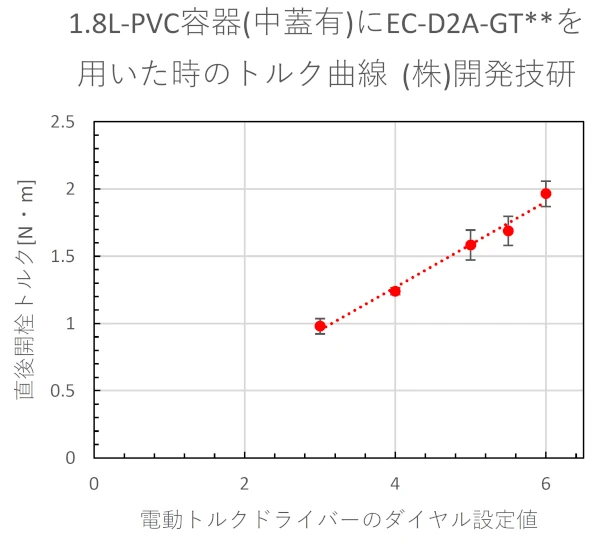
次にこのグラフを使って、電動トルクドライバーの締付ダイヤルをどのぐらいにすればよいかを考えます。この容器の規定締付トルクは1.5N・mです。この値が締付トルクになるようにダイヤルを設定します。そのために、この締付トルク1.5N・mの値を上記の変換係数1.083で割って、直後開栓トルクを算出します。計算すると、値は1.39N・mとなります。
直後開栓トルクが1.39N・mになるようなトルクダイヤル値を上記のグラフから判断すると、4.5になります(そこに点はありませんが)。このようにして、電動トルクドライバーのトルクダイヤルの値は、4.5にすべきという事が決まります。
1.3 締付を行った時のばらつきの測定
上記のトルクダイヤル値に設定した電動トルクドライバーで締付を行い、その直後に開栓トルクを測定しました。これを65回連続行ったものが、下記のグラフです。また得られた直後開栓トルク値から上式を用いて、見かけの締付トルク値も算出しました。
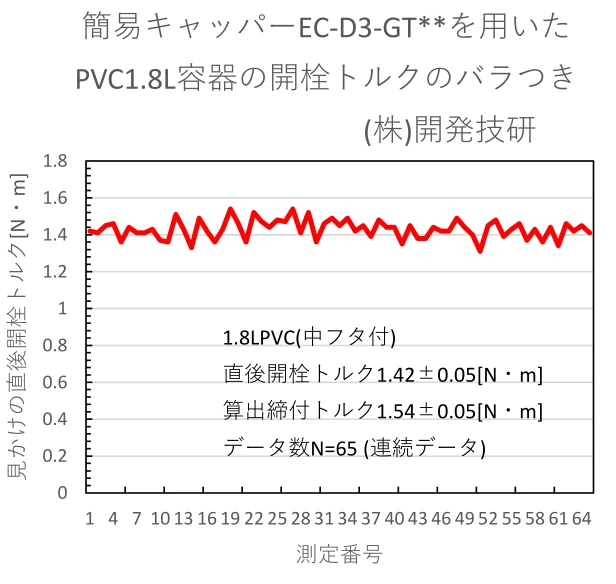
結果
高精度簡易キャッパーEC-D2A-GTを使用して締めた時のばらつきは
直後締付トルク 1.42±0.05N・m
(算出締付トルク 1.54±0.05N・m)
(上の値の±後の値は標準偏差です)
(ご注意) この見かけの締付トルクのばらつきは、締付トルクの誤差のみではなく、締付け時と開栓時の誤差(つまり締付トルクと軸力間を変換する際に発生する誤差)、測定器の誤差をすべて含んだばらつきです。物理量としてどこまで正確かというものではなく、あくまでシステム維持・評価の為の、ざっくりとした指標・目安の一つとして使用するものであるとご理解ください。また、容器・フタの種類、状態(濡れているか)などにより、上記関係式は変わるのでその点もご注意ください。
例2. 高精度簡易キャッパーEC-D3Aの性能確認データー: 藤森工業さんのZacros BIB用
商品の性能確認のため、下記の2種のテストを行いました。
商品: 高精度簡易キャッパーEC-D2A-B** (固定具はPETG樹脂製で小型金具を使用)(ロット番号は省略)
2.1 締付トルクと直後開栓トルクの関係の測定
デジタルトルクレンチを使用し、適当なトルクで締付けを行い、その直後に開栓トルクの測定を行いました。これを様々な締付トルク値で行い、締付トルクと開栓トルクの関係をグラフ化し、相関関数を求めました。この関数を用いることにより、同条件時のみですが、開栓トルクから締付トルクを算出できるようになります(あくまでもおよその値です)。
商品名を明記しているため、結果のグラフはここでは省略致します。製品納品時の試験結果には、そのグラフは含まれます。得られたグラフから、
締付トルク = (直後開栓トルク)×1.14
と見かけの値が得られます。両トルク値の単位はいずれもN・mです。
2.2 電動トルクドライバーの設定
電動トルクドライバーのトルク調節ダイヤルを変えて、開栓トルクの変化を測定しました。その結果、 1.5~3.5N・mの範囲で安定に開栓トルクを調節できることが分かりました。
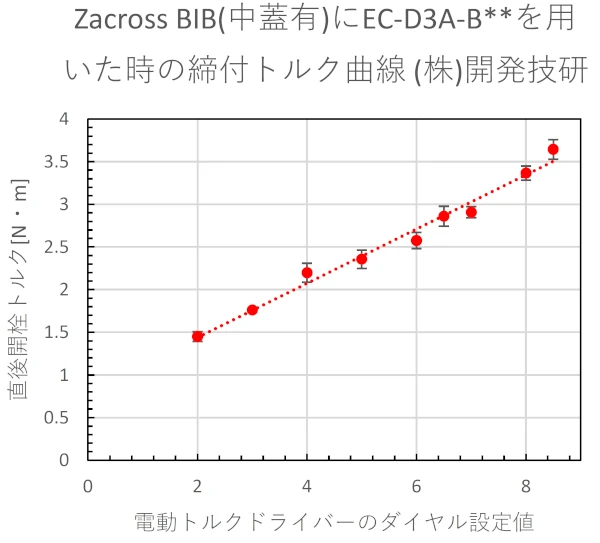
次にこのグラフを使って、電動トルクドライバーの締付ダイヤルをどのぐらいにすればよいかを考えます。BIB容器の締付トルクは、3.0~3.5N・m程度ですが、3.5になると男性でも素手では開かなくなってしまうので、目標締付トルク値は3.0N・mをまず考えます。しかし締付誤差の事も考えると、そのばらつきの分も少し加味して3.2N・m程度に締付トルクを設定します。この値が締付トルクになるようにダイヤルを設定します。そのために、この締付トルク3.2N・mの値を上記の変換係数1.14で割って、直後開栓トルクに変換します。計算すると、値は2.81N・mとなります。
直後開栓トルクが2.81N・mになるようなトルクダイヤル値を上記のグラフから判断すると、6.5になります。このようにして、電動トルクドライバーのトルクダイヤルの値は、6.5にすべきという事が決まります。
2.3 締付けを行った時のばらつきの測定
簡易キャッパーで締付を行い、その直後に開栓トルクを測定しました。これを53回連続で行ったものが、下記のグラフです。また得られた直後開栓トルクから上式を用いて、見かけの締付トルクも算出しました。
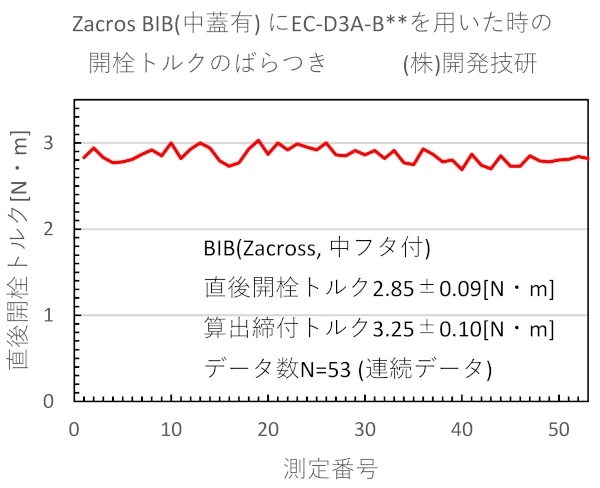
結果
高精度簡易キャッパーEC-D3A-B**を使用してBIBを締めた時のばらつきは
直後締付トルク 2.85±0.09N・m
(算出締付トルク 3.25±0.10N・m)
(上の値の±後の値は標準偏差です)
(ご注意) この見かけの締付トルクのばらつきは、締付トルクの誤差のみではなく、締付け時と開栓時の誤差(つまり締付トルクと軸力間を変換する際に発生する誤差)、測定器の誤差をすべて含んだばらつきです。物理量としてどこまで正確かというものではなく、あくまでシステム維持・評価の為の、ざっくりとした指標・目安の一つとして使用するものであるとご理解ください。また、容器・フタの種類、状態(濡れているか)などにより、上記関係式は変わるのでその点もご注意ください。
例3. 高精度簡易キャッパーEC-D3Aの性能確認データー: 小泉製麻さんのバロンボックスクリーンBIB用
商品の性能確認のため、下記の2種のテストを行いました。
商品: 高精度簡易キャッパーEC-D2A-B** (固定具はPETG樹脂製で小型金具を使用)(ロット番号は省略)
商品の性能確認のため、下記の2種のテストを行いました。
商品: トルクレンチタイプ簡易キャッパーEC-T(5Lポリ容器用、固定具は炭素繊維強化型ポリアミド製、機械式手動トルクレンチ(ロット番号は省略)
3.1 締付トルクと直後開栓トルクの関係の測定
省略します
3.2 電動トルクドライバーの設定
省略します
3.3 締付けを行った時のばらつきの測定
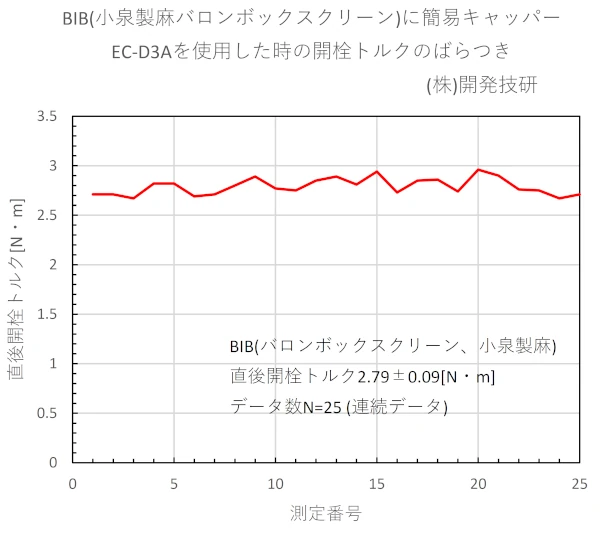
簡易キャッパーで締付を行い、その直後に開栓トルクを測定しました。これを25回連続で行ったものが、下記のグラフです。また得られた直後開栓トルクから上式を用いて、見かけの締付トルクも算出しました。
結果
高精度簡易キャッパーEC-D3A-B**を使用してバロンボックスクリーンBIBを締めた時のばらつきは
直後締付トルク 2.79±0.09N・m
(上の値の±後の値は標準偏差です)
例4. 機械式手動トルクレンチタイプの簡易キャッパーの性能確認データー: ポリ容器 (5L) 用
4.1 締付トルクと開栓トルクの関係
デジタルトルクレンチを使用し、適当なトルクで締付けを行い、その直後に開栓トルクの測定を行いました。これを様々な締付トルクで行い、締付トルクと開栓トルクの関係をグラフ化し、相関関数を求めました。この関数を用いることにより、同じ条件の時のみですが、開栓トルクから締付トルクを算出できるようになります(あくまでもおよその値です)。
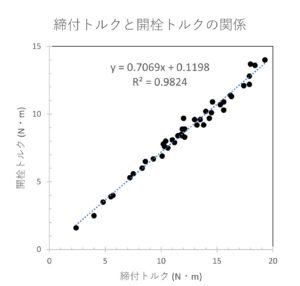
得られた上図のグラフから、
締付トルク = (開栓トルク-0.1198)/0.7069
と見かけの値が得られます。両トルク値の単位はいずれもN・mです。
4.2 指定トルクで締付を行った時のばらつきの測定
簡易キャッパーのトルクレンチを指定トルク(今回は11.0N・m)に設定し、締付を行い、その直後に開栓トルクを測定しました。そして上式を用いて開栓トルクから見かけの締付トルクを算出しました。この作業を繰り返し行い、見かけの締付トルクのばらつきを分析しました。
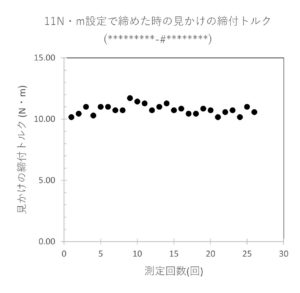
結果
トルクレンチタイプの簡易キャッパーを使用して11.0N・mで締めた時の見かけの締付トルク 10.8±0.4N・m (±後の値は標準偏差)
最小値 10.2N・m, 最大値 11.7N・m
これらの統計データーのデーター数は25
(ご注意) この見かけの締付トルクのばらつきは、締付トルクの誤差のみではなく、締付け時と開栓時の誤差(つまり締付トルクと軸力間を変換する際に発生する誤差)、測定器の誤差をすべて含んだものです。物理量としてどこまで正確かというものではなく、あくまでシステム維持・評価の為の、ざっくりとした指標・目安の一つとして使用するものであるとご理解ください。また、容器・フタの種類、状態(濡れているか)などにより、上記関係式は変わるのでその点もご注意ください。
例5. 手動トルクレンチタイプの簡易キャッパーの性能確認データー: ポリコン・タマカンタイプポリ容器 (20L) 用
5.1 締付トルクと開栓トルクの関係
デジタルトルクレンチを使用し、適当なトルクで締付けを行い、その直後に開栓トルクの測定を行いました。これを様々な締付トルクで行い、締付トルクと開栓トルクの関係をグラフ化し、相関関数を求めました。この関数を用いることにより、同じ条件の時のみですが、開栓トルクから締付トルクを算出できるようになります(あくまでもおよその値です)。
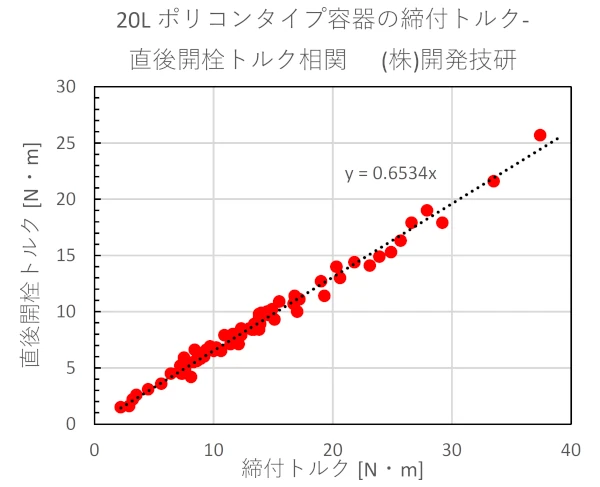
得られた上図のグラフから、
締付トルク = 直後開栓トルク/0.6534
と見かけの締付トルク値が得られます。両トルク値の単位はいずれもN・mです。各社から出ているポリコン・タマカンタイプの容器はよく出来ているので、上記のグラフも綺麗です。ただ、フタはいろいろな種類があります。フタにより、上記のグラフは少し異なってきますので、ご注意ください。
5.2 指定トルクで締付を行った時のばらつきの測定
簡易キャッパーの手動トルクレンチを指定トルク(今回は14.0N・m)に設定し、締付を行い、その直後に開栓トルクを測定しました。そして上式を用いて開栓トルクから見かけの締付トルクを算出しました。この作業を繰り返し行い、見かけの締付トルクのばらつきを分析しました。
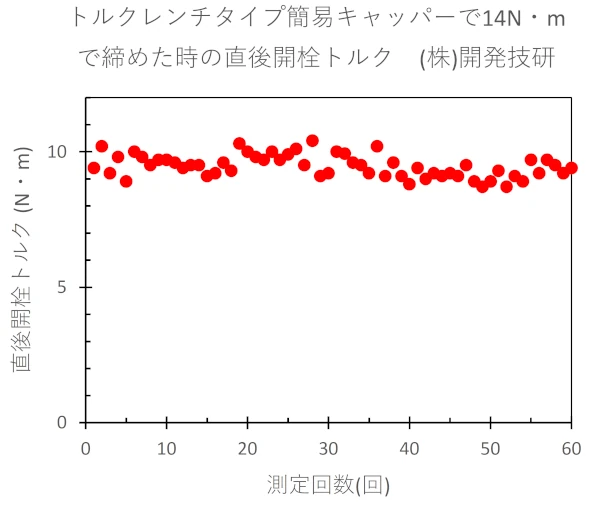
結果
トルクレンチタイプの簡易キャッパーを使用して14.0N・mで締めた時の直後開栓トルク 9.5±0.4 N・m →誤差(標準偏差)を±%で表記すると±4%
この際、直後開栓トルクから逆算して求めた、見かけの締付トルクは 14.5±0.6 N・mになります
最小値 8.7 N・m, 最大値 10.4 N・m
±の後の数字は標準偏差です。これらの統計データーのデーター数は60です。
(ご注意) この見かけの締付トルクのばらつきは、締付トルクの誤差のみではなく、締付け時と開栓時の誤差(つまり締付トルクと軸力間を変換する際に発生する誤差)、測定器の誤差をすべて含んだものです。物理量としてどこまで正確かというものではなく、あくまでシステム維持・評価の為の、ざっくりとした指標・目安の一つとして使用するものであるとご理解ください。また、容器・フタの種類、状態(濡れているか)などにより、上記関係式は変わるのでその点もご注意ください。
例6. 簡易キャッパーを使った場合の各種容器の締付トルクのばらつき(電動トルクドライバー、エアレンチモデルの場合)(一部旧モデルのデーター)
(ご注意: 下記データーのうち電動ドライバーモデルの結果は、締付精度が低い旧モデルのものです。現行モデル(高精度簡易キャッパー)のデーターは、上部の例1と例2をご覧ください)
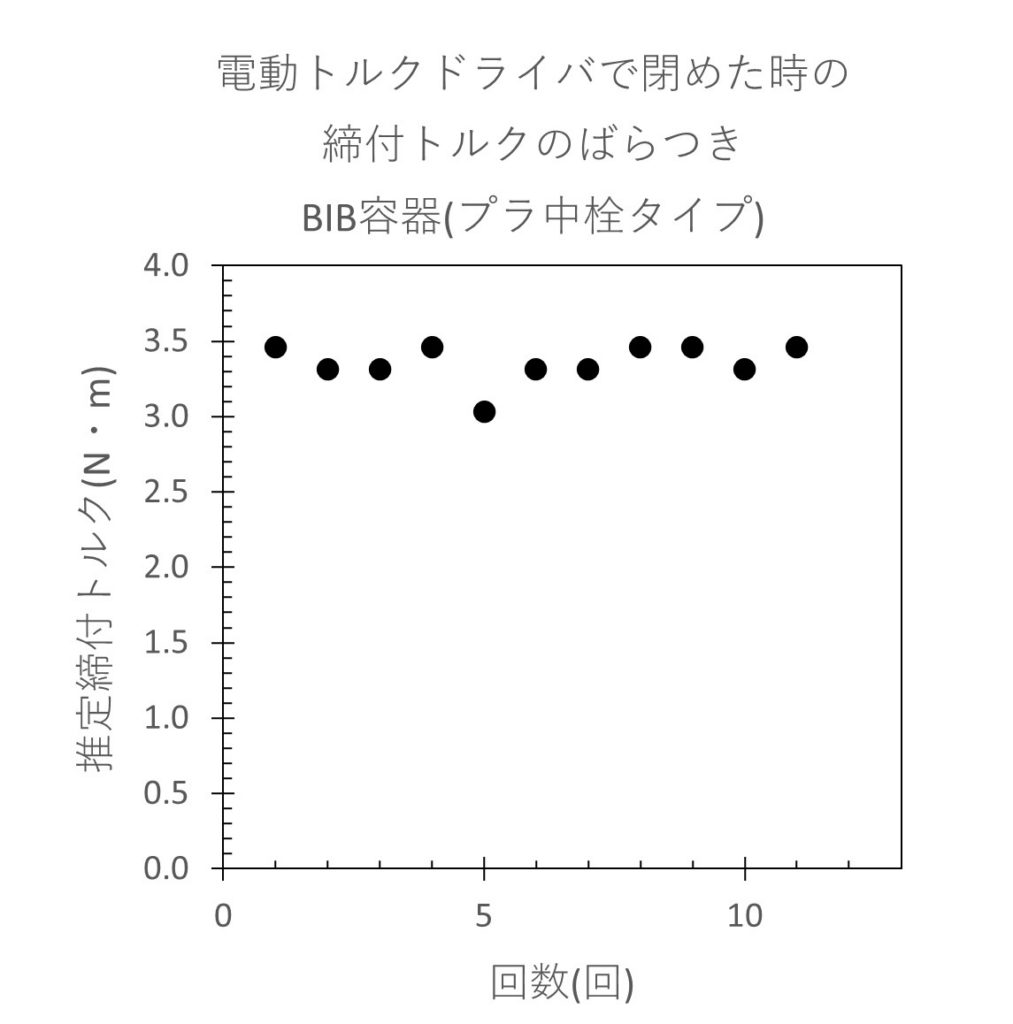
下記のデーターは、実際に開発技研の簡易キャッパーを使って、連続して締付けテストを行った結果を示しています。その際、簡易キャッパーの電動トルクドライバーの締付トルクは、3.0~3.5N・mになるように設定しました。上記のような締付トルクと開栓トルクの関係の式を求めて、その関係式に開栓トルクを代入することにより、推定締付トルクを算出しています。

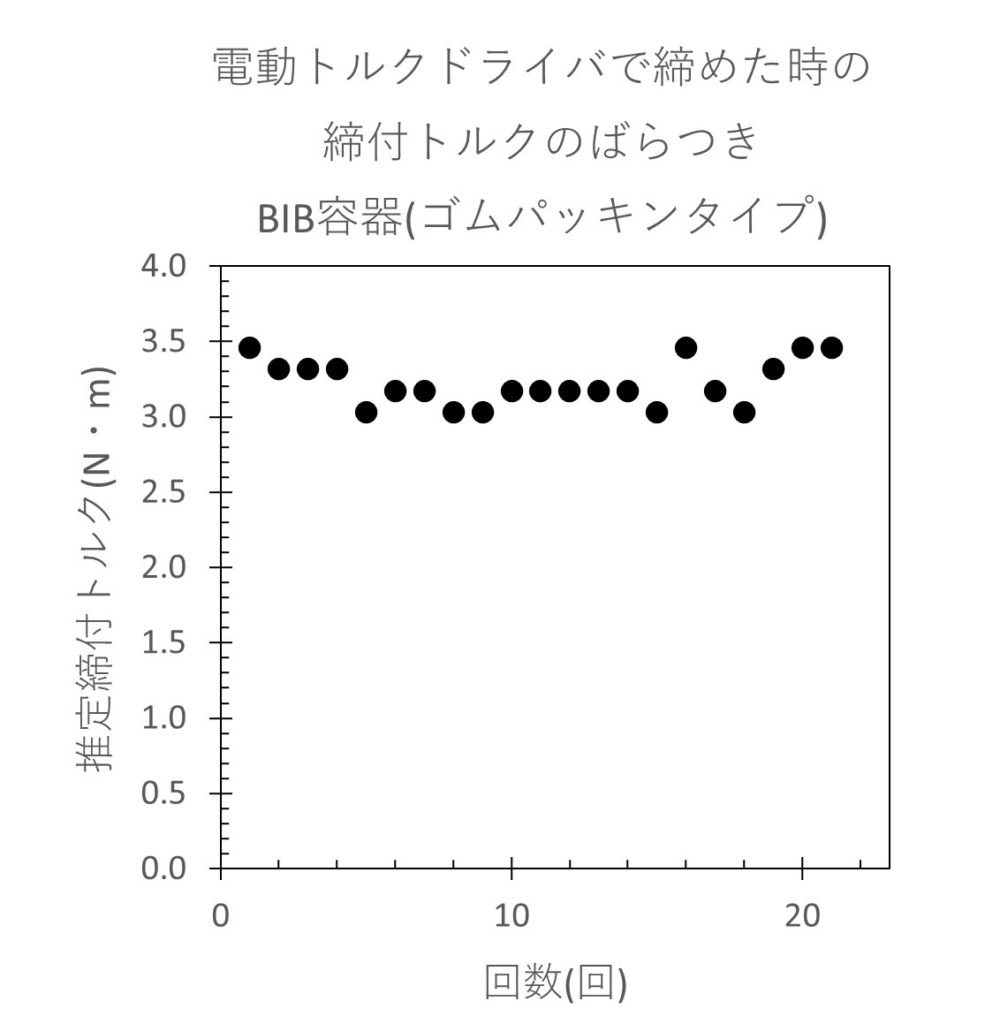
最大締付トルク 3.5 N・m
最小締付トルク 3.0 N・m
テスト回数13回

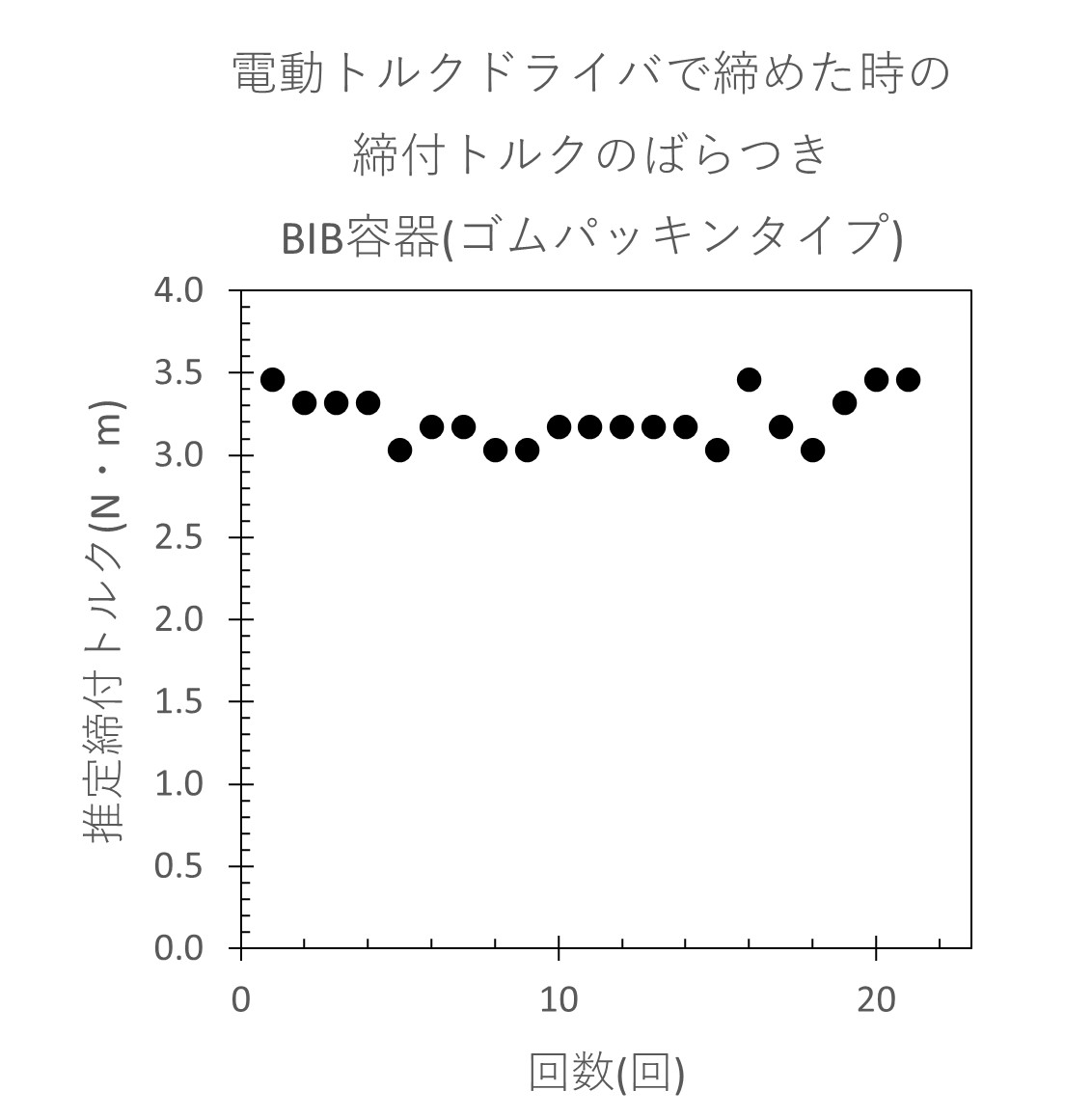
最大締付トルク 3.6 N・m
最小締付トルク 3.0 N・m
テスト回数13回
上記の測定データーから見ると、簡易キャッパーを使ったBIB容器での締付トルクのばらつき幅は0.5N・m程度となります。簡易キャッバーは、メーカー特注の電動ドライバーと、細部まで形状や特性を追求した固定具を使用しています。その為、このような高い精度で締付を行うことができます。
BIB容器の場合は、小さい分、手で締めることも可能ではあります。しかし多数のBIB容器を、メーカーが推奨している3~3.5N・mで手締めするのは結構きついものです。上司には大丈夫と言っていても、実際は辛くて沢山はムリ、と思っている現場の作業員の方は結構いらっしゃいます。
下記のデーターは、同様に20Lポリ容器(タマカン)の締付トルクのばらつきを示しています。簡易キャッパーの仕様・条件は、
- 容器: 20Lポリ容器(一般的な灰色のタマカン)
- フタ: 容器口にまず中栓を取付けて、その後に本フタを取付けるタイプ
- 締付トルク: 容器メーカー推奨の20~25N・mに調整
- レンチタイプ: エア駆動レンチ
容器フタの写真は後日掲載します
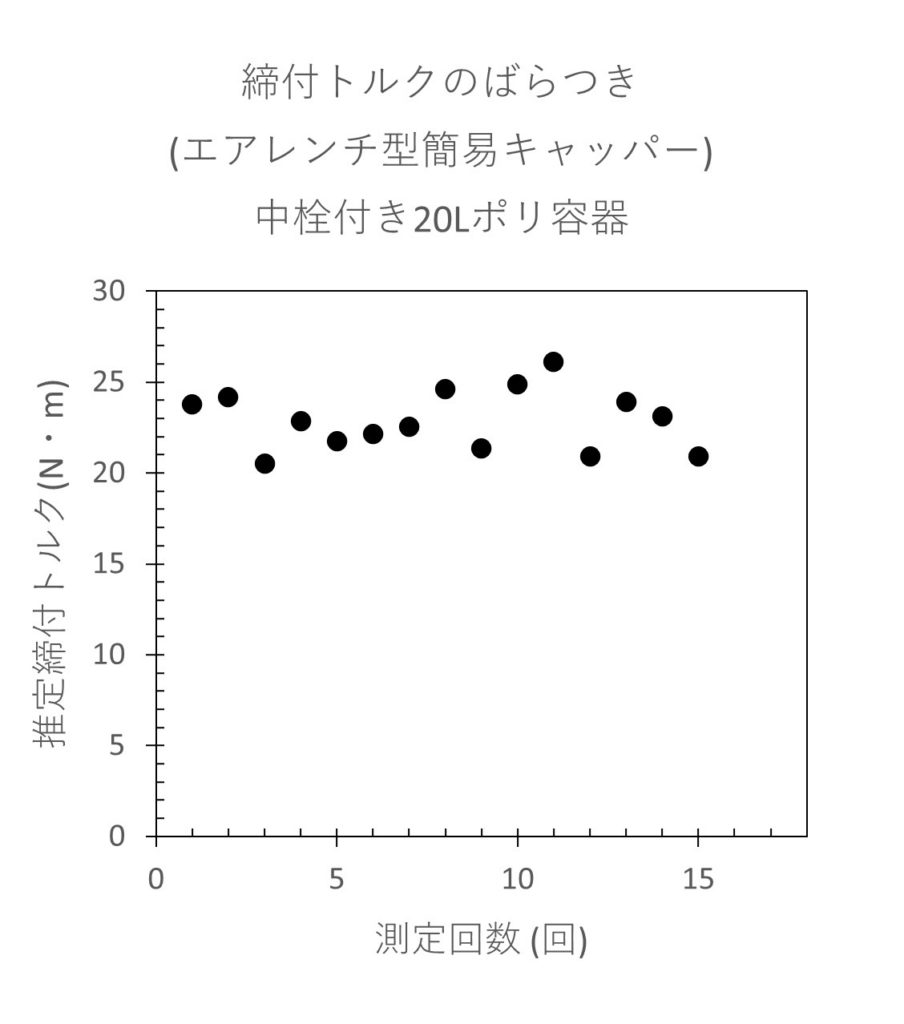
最大締付トルク 26.1 N・m
最小締付トルク 20.5 N・m
テスト回数13回
上記の測定データーから見ると、簡易キャッパーを使った20Lポリ容器(タマカン)での締付トルクのばらつき幅は5.6 N・m程度となります。
ちなみに手動トルクレンチを使った際のこのトルク域での締付けトルクのばらつき幅は2~4N・m(熟練度により変わります)です。上記のばらつきの値はそれよりは大きいですが、この程度ならば多くの場合は問題になりません。詳細は後日別ページに掲載しますが、20Lポリ容器のような半径が大きくやわらかい材質の容器は、様々な要因で締付の程度が変わってきます。例えば容器内溶液が、容器口とフタの接触部に付着すると摩擦の程度が変わり、フタを回した時に摩擦力に持っていかれるエネルギー量が結構変わってきます。その結果、肝心のフタを容器にねじ込む力(≒軸力)が変わってしまいます。また、フタを上から押さえつけたり不均等に力をかけると簡単に変形したりして、また摩擦の程度が変わってしまいます。ただ逆に言うと、これらの点を注意いただければ、締付トルクは一定になっていきます。いずれにせよ、締付トルクをなるべく一定にすることは、製品の出荷コンディションを可能な範囲でそろえる、という意味で大切な事ではあります。
一度に多くの20Lポリ容器(一般的にいうポリコン・タマカン容器など)に充填するお客さんの中には、使用後の容器を洗浄して再使用するお客さんも多くいらっしゃいます。その場合、容器口部分の傷・変形や、洗浄後の水の付着状況などにより、先ほどの締付トルクから軸力への力の伝達にロスが出てきます(つまりフタの締付けの強さが変わってくる)。そのような場合は、メーカー推奨値よりもより強い締付トルクでがっちり締める、という方法になる場合が多いです(詳細はお問い合わせ下さい)。この辺りはお客さんのお好みで変わるところではありますが、「輸送トラックの中で漏れてクレームが来た。。。」とならないことが一番大切ですね。
ご質問に対して: 電動の簡易キャッパーの新旧モデルの性能の違いはどの位?
以前の簡易キャッパーをご使用いただいているユーザーの方から、新旧モデルの精度の違いはどの位か? という質問を頂きました。そこで、BIBの締付データーで比較してみましょう
旧モデルの簡易キャッパで締め付けた時のばらつきは、
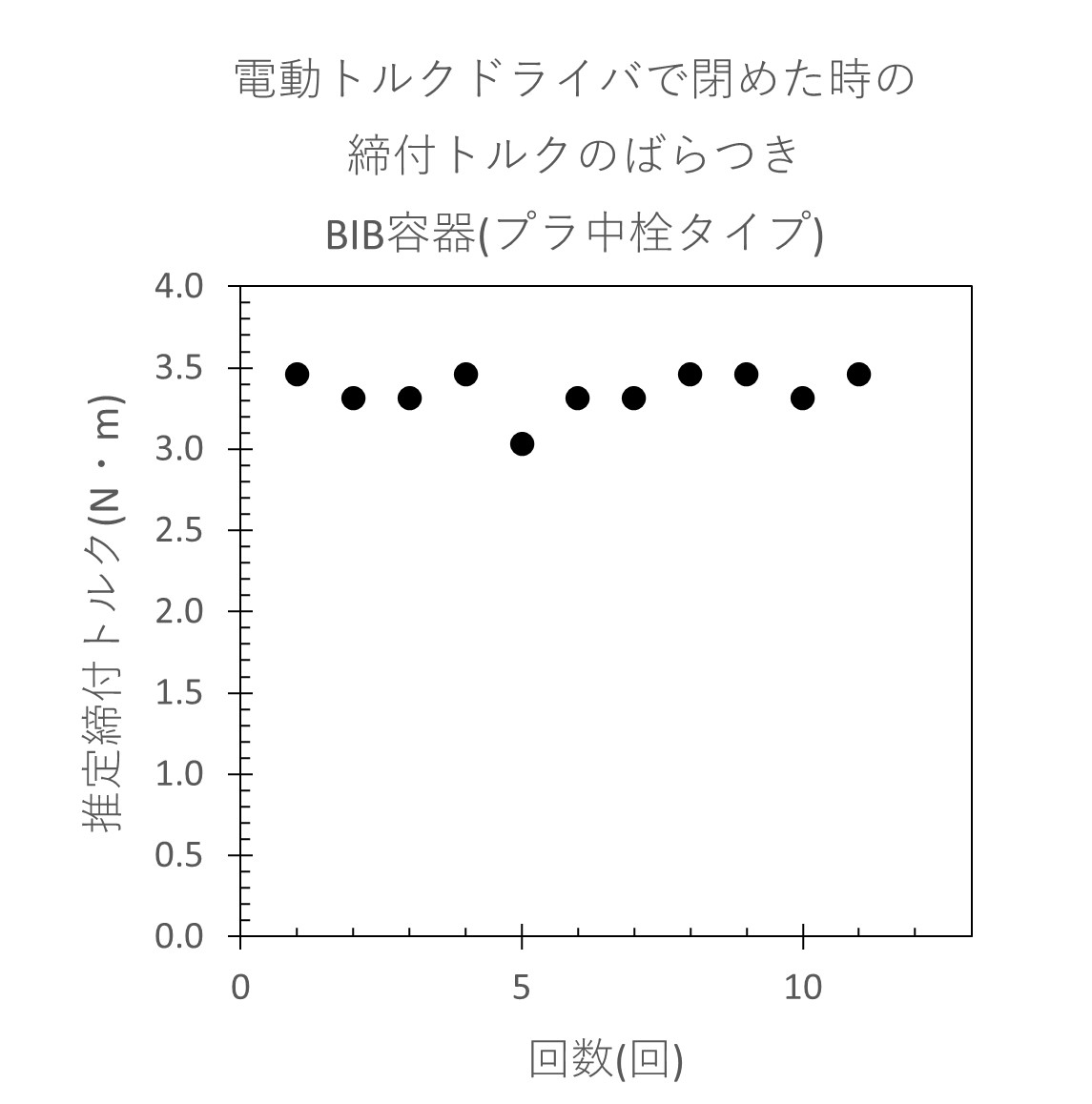
のように、0.6N・m程度の振れ幅でばらついています。それに対して、高精度型簡易キャッパーで締め付けた時のばらつきは、
のように振れ幅は小さくなって、0.3N・m程度に収まっています。これらの値を比較すると、
新モデルの締付のばらつきは、旧モデルの半分程度
と見積もることが出来ます。ちなみにこれらの値を平均開栓トルクで割って50をかけるとプラスマイナス%(±%)表記になります。その計算すると、
- 旧モデルの開栓トルクのばらつき: ±10%
- 新モデルの開栓トルクのばらつき: ±5%
となります。
ここ迄わかると次に知りたいのは、これらの値が、一般的にトルクレンチと呼ばれている機械式の手動トルクレンチとどのぐらい違うのか? という事でしょう。締付トルクが11N・mと少し大きい容器のデーターですが、それを前提に比較してみましょう。下記は、連続の締付テストの結果です
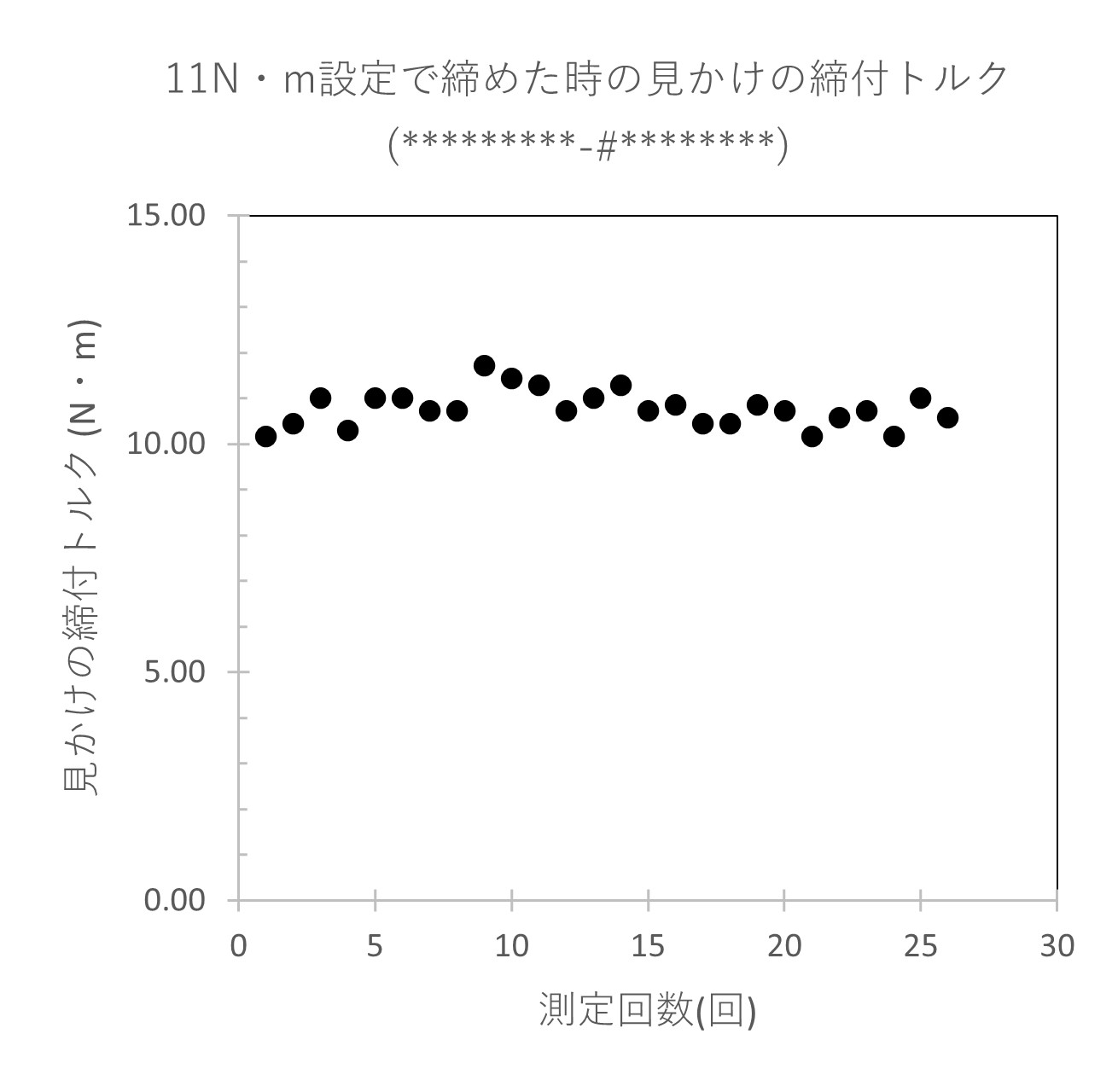
およそ1.6N・m程度の振れ幅で開栓トルクがばらついていることが分かります。この値を%表示にすると、14.8%となります。これをプラスマイナス表記にすると、±7%となります。つまりまとめると、
・旧モデルでの開栓トルクのばらつき: ±10%
・新モデルでの開栓トルクのばらつき: ±5%
・機械式手動トルクレンチでの開栓トルクのばらつき: ±7%
となります。つまり、新モデルの簡易キャッパーを使った時のばらつきは、機械式の手動トルクレンチを使った時と、あまり変わらない程度なのです。
この機会に知って置いて頂きたいのは、ポリ容器に機械式の手動トルクレンチを使用するのは、熟練が必要な点です。特に柔らかい材質のフタ(材質的に白が多いです)は操作の仕方にムラがあると、締付トルクは簡単にばらついてきます。また手動トルクレンチは普通片手持ちなので、20N・m近くのトルクになってくると、どうしてもフタの回転方向とは異なる水平横向きの力がどうしてもフタにかかってきてしまう為、トルク値がずれてきます。電動ドライバーやエアレンチはそのような余計な方向の力は最小で済みますので、高トルク条件で誤差を防ぐ事ができます。上記の結果のように、手動トルクレンチの方が電動トルクドライバーよりもばらつきが大きかったのは、ポリ容器特有の締付操作時の誤差がより多く含まれているためと考えられます。
このばらつき易さは、ポリ容器のフタ特有の性質からくるもので、金属のねじとは違い、精度を上げるのはもともと難しいです。金属のネジと同じように考えると、はまります。この点はとても大切な事なので、折を見て紹介していきます。
今回は、分かりやすさの為に、統計学的な用語や値を使わずに「ばらつき」で説明しましたが、ざっくりとした違いが分かって頂けたでしょうか。
一点ご注意いただきたいのは、測定に使用しているデジタルトルクメーターやトルクレンチは、それぞれ誤差を持っていることです。また、測定方法や測定環境が良くないと値は簡単にずれてきます。その為、3%程度以下の小さなバラつきや違いを議論するのは容易ではないので、その点ご注意ください。
(補足) ちなみに国内のトルクレンチはISO6789-2017に準拠していますが、国内メーカーさんの製品はそれよりも厳しい±1~±2%以内のばらつきで出荷されている場合が多いようです。つまり、たとえ新品であっても、そのぐらいの誤差はあります。そもそも、そのぐらいの誤差の上に乗った状態でのばらつきの議論であることもご注意ください。
簡易キャッパー製品全体のページに戻る場合は、簡易キャッパーECシリーズのページにお進みください
上記カタログは2024年最新版に更新しました (更新日2024/8/27)